




包裝生產線技術文章
無菌包裝生產線設備以及流程
內容:
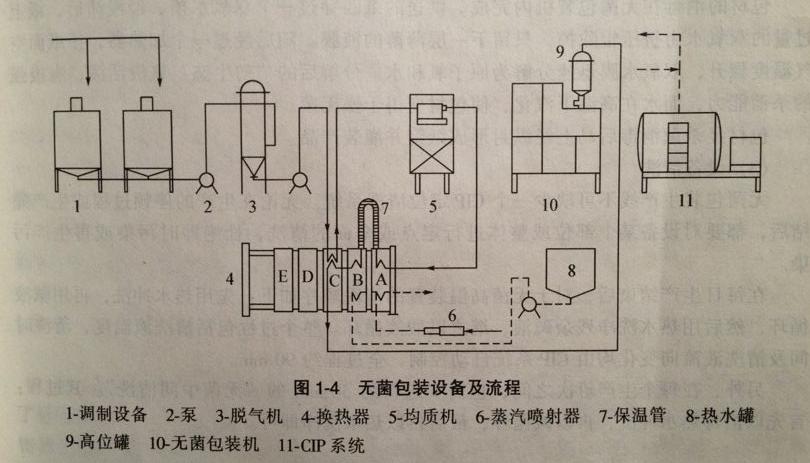
下圖所示是一個典型的無菌紙盒包裝生產線設備配套及流程。圖中細實線箭頭表示物料流向,虛線表示水或蒸汽。作為無菌包裝,必須同時做好物料的殺菌和包材的消毒,并保證生產線的無菌環境。以下將對無菌包裝生產線進行逐一分述。
1、 物料的殺菌
物料進行殺菌處理之前,整套裝置必須徹底的消毒。首先把熱水加熱至殺菌溫度,接著使熱水沿物料所經管路設備循環30min以上,再待其冷卻,隨后進入工作狀態。
參照上圖,物料的流程如下:
(1) 調制:原料經前處理工序后,在調制設備1中按工藝配方調配。
(2) 脫氣。物料由調制罐被泵送入真空脫氣機3脫氧或除臭。
(3) 預熱。經脫氣的物料被輸送到換熱器4中的預熱區段C。在此,物料同時已經超高溫處理完畢的滅菌制品進行換熱,使原料預熱而滅菌制品被冷卻。
(4) 均質。經預熱后,物料被送至普通均質機5,使之均質。
(5) 加熱,物料經均質后,流入換熱器4的高熱區段A,與由蒸汽噴射器6產生的高壓熱水熱換,使其加熱到135-150攝氏度。
(6) 保溫。加熱后物料通過保溫管7,在135-150攝氏度下保溫2-8s(溫度和時間因工藝需求而不同。)
(7) 預冷。已殺菌的熱制品,流入換熱器的B區段,與流出的熱水換熱,使其降溫。
(8) 冷卻。經預冷的制品進入冷卻區段C,與流入的冷卻物料換熱,使滅菌制品進一步冷卻。
(9) 灌裝。滅菌制品經兩步冷卻后,溫度已降為20-25攝氏度,可輸往高位儲罐9預備灌裝。換熱器4的D,E段為外加換熱區段,用于裝置的消毒
2、 包裝材料消毒
無菌軟包裝材料主要是復合紙板。實驗證明,無菌軟包裝紙盒惟一可行的殺菌消毒方法,是采用高濃度(約32%)雙氧水侵涂和隨后將紙進行高溫處理相結合的工藝。
包材的消毒在無菌包裝機內完成。供送的紙匹穿過一個雙氧水槽,經侵漬后,紙上過量的雙氧水由擠壓輥除掉,只留下一層薄薄的液膜。隨后經過一個加熱器,使紙面空氣溫度驟升,雙氧水膜迅速分解為原子氧和水。分解后的“初生態”氧極活潑,有極強的殺菌能力,而水在高溫下汽化,使包材變得干燥無菌。
包材經殺菌消毒后馬上經縱封形成紙筒并灌裝產品。
(3)設備清洗
無菌包裝生產線不可缺少一個CIP定位清洗系統。無論在生產的停頓過程或生產完結后,都要對設備某個部位或整體進行定點或全面的清洗,杜絕即時污染或再生產污染。
在每日生產結束后,對于無菌高溫裝置的清洗順序如下:先用熱水沖洗,再用堿液循環,然后用熱水洗凈殘余堿液,繼之以酸液循環。整個過程包括清洗液溫度,清洗時間及清洗液流向變化均由CIP系統自動控制,全過程約90min。
另外,在每個生產班次之間,也需要進行約30min的“無菌中間清洗”。其過程首先以消毒熱水沖洗,再以堿循環,最后再以熱水洗凈即可。
更多資料參見:http://www.vouchercodespk.com
轉載原創文章請注明:文章轉載自:沈陽華聯機械
本文地址:http://www.vouchercodespk.com/_d274105955.htm